INDUSTRIA MINERA
Soluciones químicas de alto rendimiento para la industria minera
En Hidroquímica Industrial S.A. desarrollamos soluciones químicas especializadas para operaciones mineras, enfocadas en maximizar la eficiencia de los procesos, optimizar el uso del agua y proteger los activos críticos de planta.
Aseguramos nuestros esfuerzos por mejorar la calidad del agua y mitigamos los remanentes ambientales, minimizando el impacto de las operaciones.
Con amplia experiencia técnica en minería, acompañamos a nuestros clientes mediante programas químicos confiables, soporte técnico especializado y monitoreo continuo, permitiendo mejorar la recuperación metalúrgica y reducir costos operativos.
Soluciones integrales para procesos críticos
Diseñamos programas químicos orientados a mejorar la eficiencia operacional, reducir incrustaciones y proteger equipos en las principales áreas de operación minera:

Nuestro enfoque combina evaluación técnica en campo, productos de alto desempeño y seguimiento operativo constante para asegurar continuidad y estabilidad en planta.
Compromiso con la calidad
Nuestra planta de producción cuenta con certificaciones ISO 9001 e ISO 14001, respaldando:
• Procesos de manufactura estandarizados.
• Control de calidad por lote.
• Gestión ambiental responsable.
• Trazabilidad completa de producto.
Además, trabajamos con materias primas y formulaciones de alta calidad, diseñadas para operar bajo las exigentes condiciones de la industria minera.
Portafolio de productos y programas químicos
Antiincrustantes para recuperación de oro
Soluciones diseñadas para controlar incrustaciones minerales y optimizar la eficiencia metalúrgica en procesos de recuperación.
Aplicaciones:
• Sistemas CIP/CIL/6C.
• Líneas de proceso.
• Filtros e intercambiadores.
• Carbón activado.
Beneficios:
• Mayor recuperación de oro.
• Menor ensuciamiento.
• Mayor vida útil de activos.
• Protección de equipos.
Floculantes y coagulantes
Productos formulados para optimizar la sedimentación y clarificación en procesos mineros de alta carga mineral.
Aplicaciones:
• Espesadores.
• Clarificadores.
• Recuperación de agua
Beneficios:
• Mejor velocidad de sedimentación.
• Overflow más claro.
• Mayor recuperación de agua.
• Estabilidad operacional.
Sistemas de ósmosis inversa
Incluye:
• Antiincrustantes.
• Biocidas.
• Limpiadores químicos.
• Monitoreo técnico.
Beneficios:
• Protección de membranas.
• Mayor vida útil.
• Reducción de fouling.
• Optimización del reúso de agua.
Tratamiento de sistemas de enfriamiento
Productos Químicos:
• Inhibidores de corrosión.
• Antincrustantes.
• Biocidas.
• Dispersantes.
Beneficios:
• Protección térmica.
• Menor fouling.
• Mayor eficiencia energética.
• Prolongación de vida útil.
Control de incrustaciones y dispersantes
Beneficios:
• Mejor fluidez.
• Menor formación de depósitos.
• Protección de líneas y equipos.
• Mayor continuidad operativa.
Sistemas de dosificación y control
Incluye:
• Bombas dosificadoras.
• Skids químicos.
• Instrumentación.
• Monitoreo operacional.
Beneficios:
• Dosificación precisa.
• Optimización de consumo químico.
• Mayor seguridad.
• Control continuo del proceso.

¿Dónde interviene HISA en los procesos para Cu y Au?
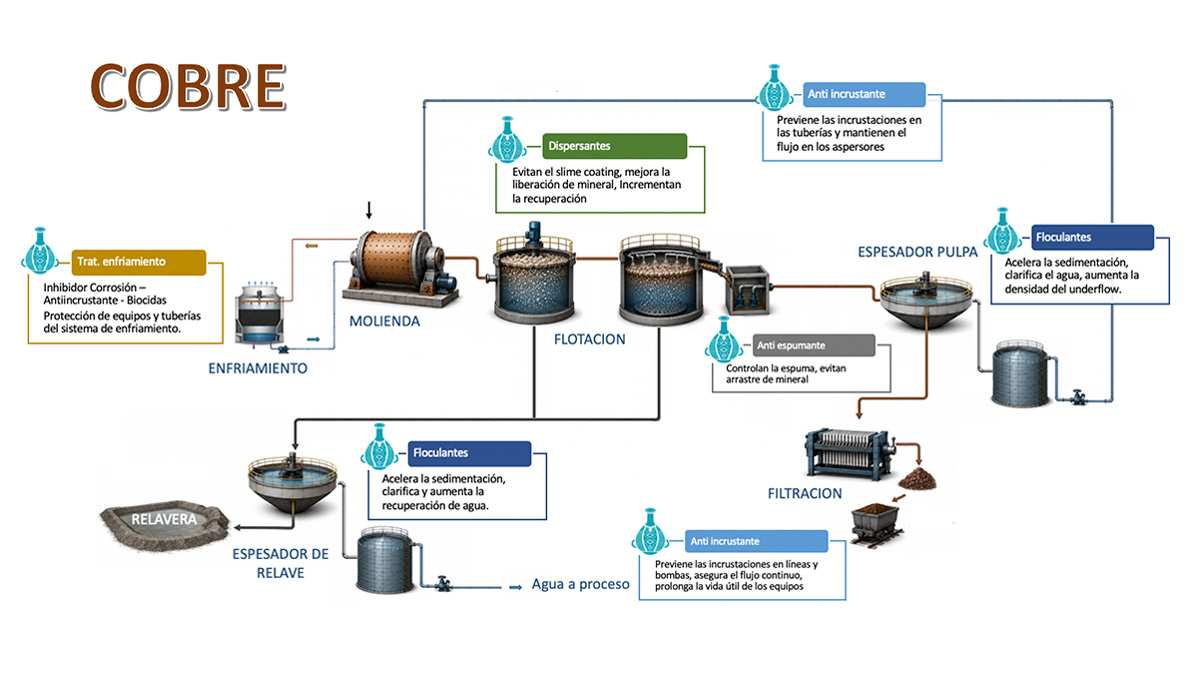
Minería de Cobre
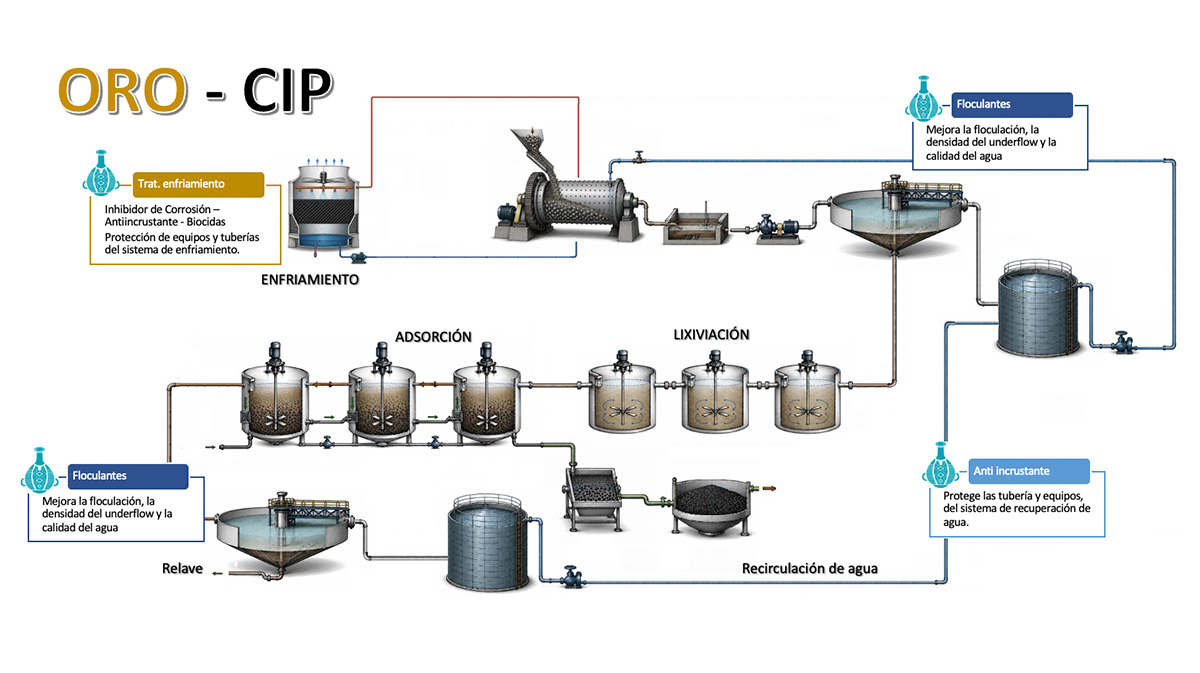
Minería de Oro